




本文綜述了殘余壓應力和晶粒細化對金屬材料機械性能的影響,討論了LSP的最新發展和目前面臨的挑戰和未來的發展方向。本文為第四部分。
4.6激光噴丸成形
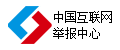
LPF源于LSP,是一種非接觸、非熱效應的柔性金屬板處理方法。在LPF中,目標薄片樣品被保護層和限制層覆蓋(類似于LSP的樣品制備),只需要夾緊樣品的一端或兩端(而不需要固定樣品的底部)。與傳統的激光熱成型不同,LPF通過使用激光誘導的沖擊波(圖23a)來誘導彎曲,這是一種純機械過程,不會造成熱損傷。此外,該工藝還可以通過誘導有益的壓縮殘余應力和產生表面加工硬化層來改善金屬的疲勞性能。
圖23通過應力梯度法進行LPF彎曲的工藝步驟。
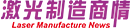
為了預測LPF后試樣的彎曲角度,Hu等人提出了兩種彎曲機制:應力梯度機制和沖擊彎曲機制。LPF后金屬板的曲率取決于金屬厚度與壓縮殘余應力深度的比率。當目標金屬較厚時,激光誘導的壓縮殘余應力僅出現在表層(圖23b)。為確保幾何相容性,壓縮殘余應力將部分松弛,這將導致負彎矩(圖23c)。負彎矩使目標表面發生拉伸變形,從而在目標金屬中產生凸曲率。這個過程被稱為“應力梯度機制”。當金屬板很薄時,激光會在整個厚度方向上產生壓縮殘余應力(圖24b),在彎曲過程中,沖擊波壓力(而非殘余應力梯度)引起的向下動量占主導地位。向下的動量產生一個正彎矩M(圖24c),該彎矩在下表面引起拉伸變形,并在金屬板中產生凹面曲率。這個過程被稱為“沖擊彎曲機制”。
圖24 通過沖擊彎曲機構進行LPF彎曲的工藝步驟:a)激光沖擊加載,b)向下移動和塑性變形,c)沖擊彎曲,d)單元上的彎曲力矩,以及e)一端固定的金屬板彎曲。
在前兩種彎曲機制中,增加板材厚度或降低激光強度將減小彎曲角度。因此,可以合理地假設,通過調整加工參數(例如激光強度、板材厚度、掃描速度和/或其他參數),可以獲得理想的彎曲方向和彎曲角度。
根據對前兩種彎曲機制的觀察,可以推斷,當薄板非常薄時,通常只能通過LPF獲得凹曲率。為了在薄板中產生凸曲率,提出了一種稱為飛秒LPF(FLPF)的方法。在該工藝中使用的低能激光可以減少殘余壓應力的深度,并且當選擇適當的參數時,可以獲得凸曲率。此外,當使用飛秒激光作為能量源時,不需要使用保護層和約束層。這簡化了流程,提高了效率。
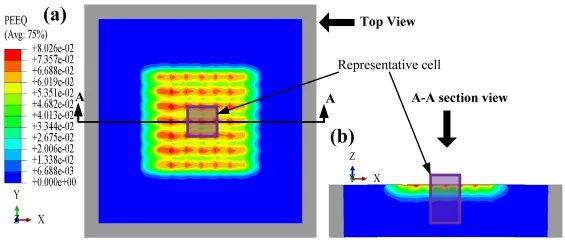
預彎曲半徑為667 mm的顯式無限平板模型的等效塑性應變場輪廓:(a)頂面塑性應變場,(b) x軸截面深度塑性應變場。
為了通過LPF形成高強度金屬,Hu等人提出了激光輔助LPF(LALPF)。為了防止因加熱和減壓而導致的限制層(水)汽化,在成形過程中使用連續激光束加熱目標表面的另一側。這種加熱方法也可以在薄靶板上產生理想的加熱效果。如圖25所示,與未經激光加熱的LPF相比,LALPF可以通過降低靶材的強度來提高鈦合金板材的彎曲變形能力,還可以增加塑性變形層的深度。此外,增加激光加熱功率可以進一步增加彎曲變形。值得注意的是,使用過高的加熱溫度會導致工件氧化,而由此產生的硬脆氧化鈦副產品將大大降低部件的疲勞壽命。因此,LALPF應選擇合適的加熱溫度。
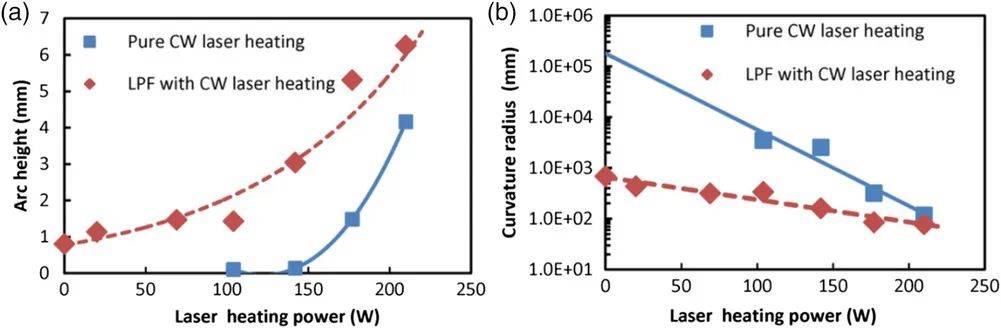
圖25鈦合金板材在不同條件下的特征彎曲特征:a)最大彎曲高度和b)彎曲曲率半徑。
4.7 LSP在金屬AM中的應用
近年來,AM由于能夠生產具有復雜幾何形狀的零件而引起了研究界的廣泛關注。不過AM金屬存在一些問題,包括較高的孔隙率和拉伸殘余應力。因此,AM金屬通常具有較差的疲勞性能。為了解決這個問題,Hackel等人通過SP和LSP處理樣品,他們觀察到疲勞性能的顯著改善,如圖26所示。SP和LP后AM試樣的疲勞壽命高于未處理AM試樣和鍛造零件的疲勞壽命。請注意,LSP比SP能更有效地改善AM樣品的疲勞性能。這是因為LSP比LP能產生更高的壓縮殘余應力和更深的影響層。這些結果表明,LSP是處理AM金屬的有效方法。
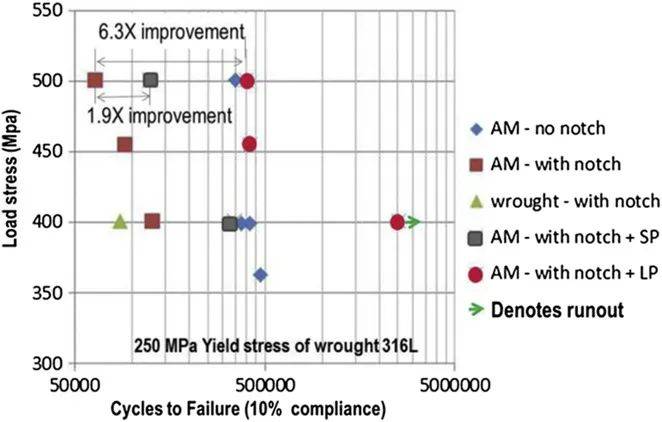
圖26 AM 316L不銹鋼的疲勞壽命試驗結果與應力載荷對比,比較了無缺口AM樣品與未著色、噴丸和激光噴丸材料的缺口。
然而,由于激光沖擊波的影響深度有限,LSP的積極影響僅存在于上表面層,無法消除樣品內部累積的殘余拉伸應力。因此,提出了3D LSP(3D LSP)的概念,這是一種將SLM與LSP集成在一起的新型混合AM工藝。也就是說,在SLM過程中,在沉積幾層金屬粉末后引入LSP處理,并且SLM繼續在LSP處理層上進行。之后,再次引入LSP來處理新沉積的層。這個循環一直持續到沉積完成。集成SLM-LSP系統的示意圖如圖27所示。通過將LSP集成到SLM工藝中,樣品內部有害的拉伸殘余應力可以轉化為壓縮殘余應力,部件的疲勞性能可以進一步提高。
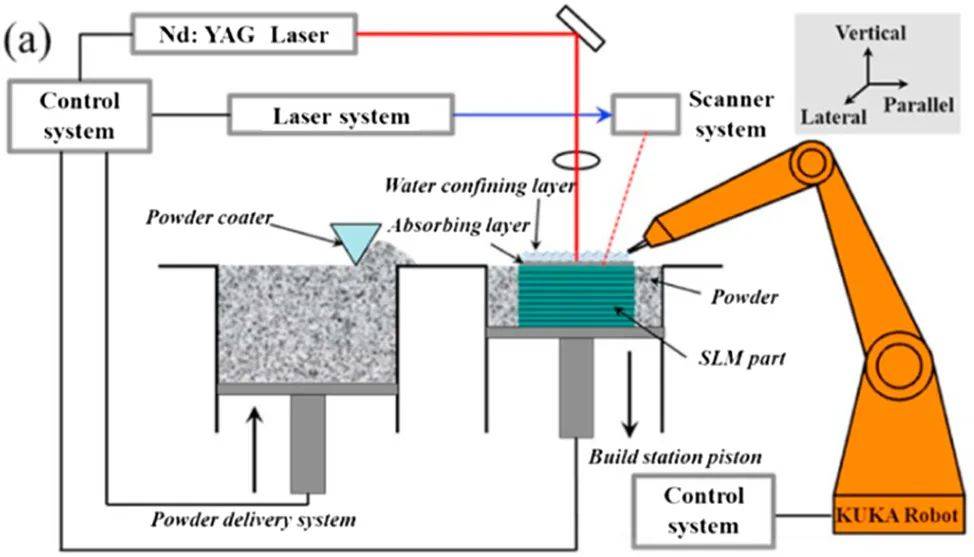
圖27結合SLM和LSP的操作系統。
圖28顯示了傳統LSP處理和3D LSP處理后樣品深度殘余應力分布的比較。為了研究兩種LSP處理之間層數的影響,還比較了具有不同間隔層的樣品的殘余應力分布。可以看到,SLM后,樣品表面積累了大量的拉伸殘余應力。傳統LSP處理后,拉伸殘余應力轉變為壓縮殘余應力。3D LSP處理后,應力值和深度都有所增加,當層數等于10時,這種影響更為明顯。這表明,與傳統LSP相比,3D LSP能更好地將拉伸殘余應力轉化為壓縮殘余應力,其效果與LSP處理層之間的間隔層數量有關。
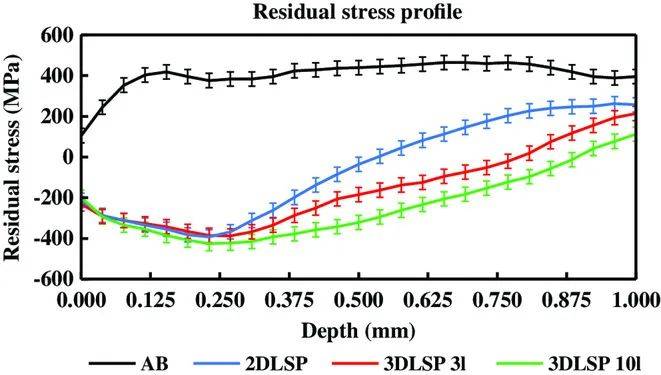
圖28 Ti6Al4V樣品在AB、2D LSP、3D LSP 3 l和3D LSP 10 l條件下的殘余應力分布。注:“AB”為SLM AB條件下的樣品,“2D LSP”為在頂面上僅經過最終LSP處理的樣品(與傳統LSP相同),“3D LSP”為實際生產的樣品,如圖27所示。3D LSP處理后的樣本結果分為“3D LSP 3l”和“3D LSP 10l”,表示兩個LSP處理層之間的層數。
除了金屬AM過程中產生的拉伸殘余應力外,由于加工方向的定向凝固,還會產生織構,這使得材料各向異性,并會降低制造部件的機械性能。Kalentics等人發現,經過3D LSP處理和退火后,樣品的微觀結構從柱狀晶體變為精致的等軸晶體,織構減弱(圖29)。因此,這種處理工藝可以大大提高零件的機械性能。
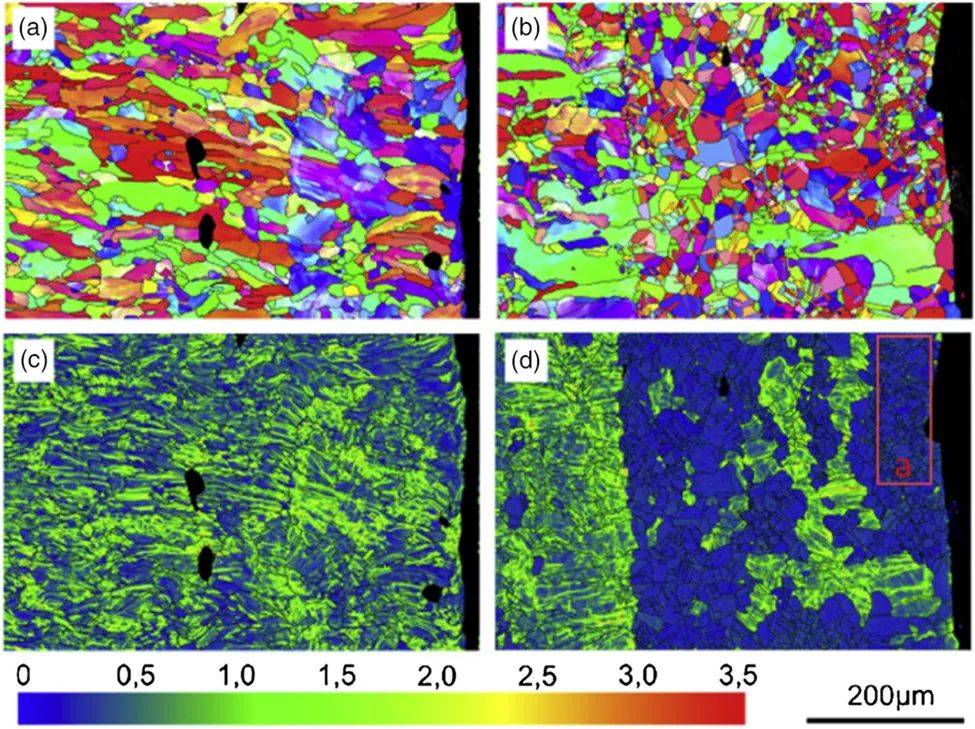
圖29 SLM AB和SLM LSP樣品在1100℃熱處理10 min后的EBSD圖:a) SLM AB樣品的反極圖,b) SLM LSP樣品的EBSD圖。c) SLM AB樣本的局部錯位圖和d) SLM LSP樣本。
與用SLM制備的試樣相比,用SLM-LSP處理的試樣的UTS和伸長率都有所提高,這可以用LSP引起的晶粒細化、殘余壓應力和密集位錯來解釋。此外,激光誘導的沖擊波可以促進層間的原子交換(圖30),從而增加層間結合力,進而改善AM組件的拉伸性能。
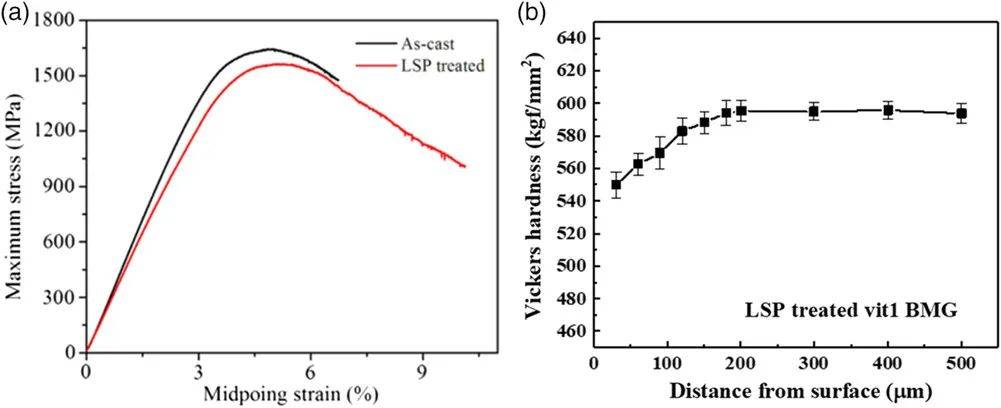
圖30層間原子擴散過程的LSP示意圖。a)使用SLM處理的樣本和b)使用SLM-LSP處理的樣本。
總之,我們可以得出結論,LSP是處理AM金屬的有效方法,當LSP在AM制造過程中集成時,效果更為顯著。然而,應當注意,將LSP過程集成到AM過程中將增加AM系統的復雜性。為了更好地控制AM金屬的微觀結構和殘余應力狀態,提高其機械性能,需要進行更深入的研究,以找到改善沉積和噴丸過程協調性的方法。
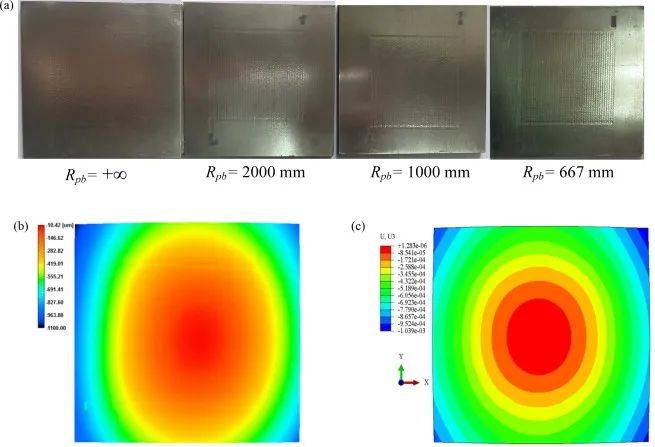
實驗和模型預測的變形形狀:(a)不同預彎條件下形成的試樣;(b)預彎曲半徑667mm下的實驗輪廓;(c)在667mm預彎曲半徑下的模型預測輪廓。
通過實驗和基于本征應變的模型,可以得到不同預應力條件下LPF后試樣的變形形狀。上圖顯示了在667 mm預彎曲半徑下樣品的變形形狀輪廓。可以觀察到,方形板被制成凸出平面的形狀。數值模型預測的形狀與實驗結果非常相似。
4.8激光沖擊噴丸對陶瓷材料的影響
陶瓷材料具有低密度、高熔點、高硬度、高耐磨性和高抗氧化性等優點。因此,它們可以用作結構和功能材料。然而,陶瓷固有的脆性限制了其工業應用。SiC和Al2O3等陶瓷在室溫下的塑性極低,導致高裂紋敏感性和低斷裂韌性,從而在外部載荷下過早失效。
如前所述,LSP可在金屬材料表面層上產生殘余壓應力。這些應力的存在可以部分抵消外部載荷,從而增加裂紋萌生的應力閾值。此外,壓應力可以削弱裂紋尖端的應力強度因子,從而抑制裂紋擴展。LSP還可以在陶瓷中產生有益的殘余壓應力,LSP后α-SiC陶瓷的微觀結構如圖31所示。從這張圖中可以注意到,表面上有許多缺陷,例如位錯和層錯,表明存在塑性變形。圖32顯示了LSP處理的SiC陶瓷中殘余應力的深度分布。從該圖可以看出,LSP后的壓縮殘余應力延伸至約750的深度?μm,最大應力值約為800?Mpa。致密的位錯和壓縮殘余應力會阻礙位錯的運動,從而提高SiC樣品的硬度。LSP處理樣品的硬度測量結果顯示裂紋比未處理樣品短,這意味著LSP處理的陶瓷具有更高的抗裂性和斷裂韌性。
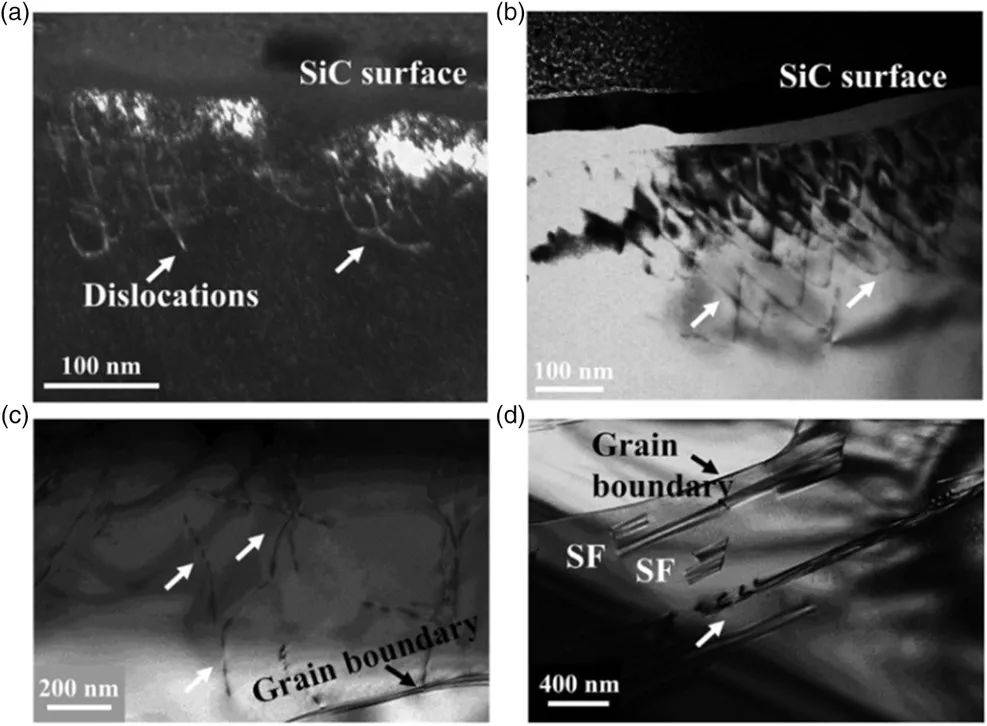
圖31 LSP產生的α-SiC陶瓷中位錯的透射電子顯微鏡圖像。
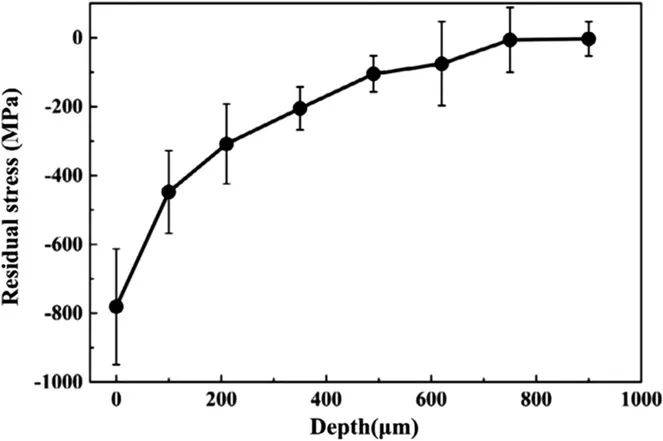
圖32 LSP處理SiC陶瓷的深度殘余應力分布。
總之,LSP不僅可以提高陶瓷材料的硬度,還可以提高其斷裂韌性。因此,LSP可以緩解陶瓷材料韌性差的問題,從而擴大這些材料的工業應用。當然,迄今為止,關于陶瓷材料LSP處理的研究很少。需要進行更深入的研究,以探索LSP處理陶瓷的前景。
4.9激光沖擊噴丸對金屬玻璃的影響
金屬玻璃由于其特殊的性能(例如,高強度、高硬度、良好的耐腐蝕性和耐磨性),在許多領域都有潛在的用途。然而,金屬玻璃的塑性較差,在室溫下承受外部載荷時,幾乎不會發生塑性變形而斷裂。金屬玻璃在不同溫度下的變形機制是不同的。當溫度接近或高于玻璃轉變點時,金屬玻璃的塑性變形是通過均勻的粘性流動實現的;當溫度遠低于玻璃化轉變點時,它通過剪切帶實現。一旦形成剪切帶,它將在沒有任何約束的情況下迅速膨脹,最終導致脆性斷裂。因此,金屬玻璃在室溫下不具有宏觀塑性。
金屬玻璃的塑性可以通過增加剪切帶的數量來改善,因為剪切帶的數量與材料的自由體積有關,這可以增加原子間的距離,降低原子間的鍵合力。因此,在塑性變形過程中,自由體積處容易出現應力集中,應力集中的位置可以用作剪切帶的初始形核點。因此,LSP過程中沖擊波形成的自由體積可以提高金屬玻璃的塑性。
如圖33a所示,經過LSP處理后,Vit1大塊金屬玻璃(BMG)試樣的塑性顯著提高,而不犧牲強度。這種改善源于LSP后自由體積的大幅增加,導致剪切帶數量增加,以及適應塑性變形的能力,這可以通過三點彎曲后Vit1 BMG側面的掃描電子顯微鏡(SEM)顯微照片證實。
圖33 a)鑄態和經LSP處理的Vit1 BMG的三點彎曲法向應力和中點應變曲線;b)經LSP處理的Vit1 BMG截面上的顯微硬度值。
與傳統晶體材料不同,LSP處理后金屬玻璃的硬度降低(圖33b),因為硬度與自由體積有關。自由體積越大,硬度越低。雖然LSP降低了金屬玻璃的硬度,但可以顯著提高其塑性。
5.挑戰和未來方向
盡管LSP在業界是一個成熟的過程,但它仍然面臨許多挑戰。例如,傳統的LSP處理仍然需要使用黑色膠帶或黑色涂料作為吸收層。然而,吸收層的應用和移除非常耗時,大大降低了LSP的整體處理效率。因此,開發一種自動部署吸收層的系統將成為提高LSP效率的有效手段。此外,還需要一種LSP在線監測技術。在現有技術中,LSP處理后的部件檢查在LSP處理后進行。
LSP處理的有效性取決于選擇可接受的工藝參數(即激光功率密度、光束大小和重疊比)和適當的掃描策略(即LSP圖案和順序)。與工藝參數類似,LSP掃描策略也會影響殘余壓應力的大小和分布。LSP掃描策略對于幾何形狀復雜的部件也變得更加重要。目前,LSP工藝參數和掃描策略的選擇基于有限元模擬和經驗。由于對具有復雜幾何形狀的部件進行有限元模擬是一個耗時的過程,因此將分析解決方案與傳統有限元模型集成在一起的LSP模型可能會加速該過程。另一種有助于選擇LSP工藝參數的方法是建立LSP數據庫,其中包括根據模擬和實驗研究的結果,在不同LSP工藝參數下,各種金屬的深度硬度、深度殘余應力分布、微觀結構變化和疲勞性能增強。該數據庫配有機器學習工具,將幫助工程師在日常LSP操作中選擇最佳LSP工藝參數。
LSP的進一步發展還取決于高能脈沖激光器的可用性。目前,高能脈沖激光器的成本相對較高,因此有必要開發能夠滿足LSP要求的低成本脈沖激光器。光纖傳輸的高能脈沖激光器將使LSP與當前加工平臺的集成成為可能,從而在單個平臺上實現金屬零件的加工和噴丸。能夠處理高能激光脈沖的光纖傳輸系統的可用性可以顯著擴展LSP處理復雜幾何形狀部件的能力。為了實現超快LSP以加速該過程,還需要具有超高脈動的脈沖激光器。此外,需要小型便攜式激光器在無法發送到傳統LSP設施的關鍵部件(如船上的部件)上實施LSP。
為了增強LSP的強化效果,開發了許多創新的LSP工藝,如WLSP、CLSP、EP-LSP和FLSP。雖然這些過程的有效性已經在實驗室得到了證明,但它們還沒有接近工業實施,許多技術挑戰在工業使用之前仍有待解決。
6結論
本文綜述了LSP工藝,重點介紹了其新的應用和創新工藝的開發。介紹了LSP的基本機理,包括高能脈沖激光產生的沖擊波,以及LSP如何誘導壓縮殘余應力和晶粒細化。接下來,討論了LSP對金屬機械性能(例如強度、硬度、延展性、耐磨性和SCC以及疲勞性能)的影響。詳細介紹了最近基于LSP開發的創新工藝,包括WLSP、CLSP、EP-LSP、FLSP、LPF和LPwC,以及LSP在新興領域(如AM)和材料(陶瓷和金屬玻璃)中的新應用。雖然LSP已經成功地應用于處理工程材料的重要應用中,但它的全部潛力及其在更多應用中的應用仍有待實現。盡管許多基于LSP的工藝創新已在實驗室實現,但尚未實現行業規模的實施。成功地大規模應用這項技術需要學術界和工業界的研究人員和工程師密切合作。
來源:Recent Developments and Novel Applications of Laser Shock Peening: A Review,Advanced Engineering Materials, doi.org/10.1002/adem.202001216
參考文獻:G. Askar'yan, E. Moroz, Sov. J. Exp. Theor. Phys. 1963, 16, 1638.,A. H.Clauer, metals 2019, 9, 626.
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們