




1. 應用背景
2. 自動化技術應用
2.1 器件自動找平技術
2.2 器件自動耦合技術

2.3 耦合算法技術

3. 激光焊接技術應用
3.1 激光焊接機
4. 應用分析
在行業內,傳統的光通訊器件封裝技術,一般是通過UV膠將器件在結合面處粘接固定起來,先是將UV膠點到器件結合處,再通過紫外線燈照射固化。這種器件連接方式,存在許多缺陷,比如,固化深度有限;受器件幾何形狀限制;紫外線燈照射不到的地方膠不會固化。既要有點膠裝置,又要設置紫外燈,使得整個系統機構變得比較復雜,最主要的是在器件實際使用時,由于受熱等因素,會存在上下器件在結合處出現微量的位置偏移,導致器件耦合功率值失常,精度下降,影響產品質量,還有生產節拍長,效率不高。而采用激光焊接這種新型的焊接技術,其所具備的焊接牢固、變形極小、精度高、速度快、易實現自動控制等優點,使之成為光通訊器件封裝技術的重要手段之一。為此,大族激光精密焊接事業部自主研制一款高速自動耦合激光焊接系統,這是集激光焊接及其工藝技術、自動化控制技術于一體的系統。
2. 自動化技術應用
2.1 器件自動找平技術
通過傳感器控制技術及電動弧擺機構,來實現光通訊器件的調節環(Z環)和適配器接觸面貼合,即器件自動找平。通常要求兩個面間隙控制在0.01~0.03mm之間。
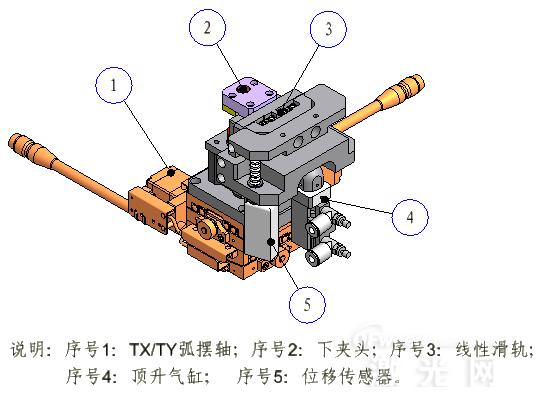
依照耦合器件工作機理及封裝工藝的要求,調節環(Z環)與適配器接觸面必須貼平,才能滿足器件使用要求。調節環(Z環)是夾持在上夾頭上,上夾頭只做上下移動,不能擺動,定為基準面,所以,如果要求調節環(Z環)與適配器接觸面能有效貼平,就得讓適配器能自動與調節環(Z環)接觸面貼平。適配器夾持在下夾頭上,下夾頭安裝在滑動塊上面,可以順暢滑動,通過上頂氣缸頂起,當Z 軸向下運動,調節環(Z環)壓緊適配器時,下夾頭向下運動(Z 軸的力大于上頂氣缸的力,上頂氣缸氣路安裝有精密減壓閥,可通過精密減壓閥調整上頂力)。當滑動塊上下移動時,高精度位移傳感器檢測到位移量的變化,與此同時,電動弧擺機構按照設定的運動軌跡擺動,當位移傳感器檢測到位移量最小且數值無變化時,調節環(Z環)與適配器貼平,以上就是器件自動找平機理。自動找平機構詳圖如下:
2.2 器件自動耦合技術
我們在2.1中講到器件找平原理,接下來按照工藝流程順序,就要進行器件自動耦合找光,即找到目標光功率值,找到目標光功率值后通過激光自動焊接,完成器件的封裝。
針對光通訊器件焊接的特殊工藝要求,我們采用三軸聯動精確控制技術,按照規定的螺旋線耦合軌跡進行找光。由于找光精度極高,所以,我們采用進口超高精度運動元件,實現器件自動耦合找光,即通過XY軸和Z軸差補運動,走螺旋線軌跡來找到上下器件目標光功率值。
自動耦合控制技術有如下特點:
a.耦合采用高性能高精度運動元件,結合我們自主開發的先進控制軟件耦合算法,達到很高的耦合效率;
b.找平和耦合過程實時顯示分布曲線,目的是能直觀地顯示找平和耦合的過程,只有當標準的、完整的、光滑的正態分布曲線出現時,才說明找平或耦合達到預期的目標值;
c.單獨操作各個軸的移動和調試,方便測得耦合參數;
d.友好的軟件操作界面,自動時可根據不同器件的工藝編寫不同的程序(F-Basic編程,簡單易學),并可保存下來方便客戶下次調用;
e.耦合參數設置簡單方便,耦合方式可選(耦合方式包括X軸、Y軸、Z軸單獨耦合,XY兩軸同時耦合,XYZ三軸同時耦合),耦合過程自動完成;
f.焊接頭自動調整,自動實現不同高度、不同直徑器件的焊接;
g.CCD圖像實時監控各個焊點,方便客戶實時觀察焊點的情況。
自動耦合機構詳圖如下:
無論是器件自動找平技術還是器件自動耦合技術,都是通過自動化控制技術和相關的思維策略來實現的,為實現自動耦合找光目標,我們精心設計這套精密運動機構,實現六軸聯動。這套機構還具有一定的柔性功能,可以通過快速切換相應的焊接治具,實現對不同器件的自動耦合焊接。
2.3 耦合算法技術
針對光通訊器件找光的精細要求,根據裝置的運動機理,需研究一種運動軌跡,能快速地找到器件耦合的目標光功率值。為此,我們采用按螺旋線軌跡運動的算法,從規定的某點開始,XY軸作差補運動,走細分的螺旋線運動軌跡,從內到外以螺旋線運動的方式,直到找到目標光功率值。采用這種方法可以快速地、精確地找到耦合的目標光功率值。通過耦合曲線實時顯示直觀的耦合效果(如下圖)。
3. 激光焊接技術應用
激光焊接作為一種高質量、高精度、高效率和高速度的焊接方法,日益受到人們的關注和應用。由于激光的能量密度很高,因此,激光焊接速度快、焊接深度深、熱影響區小,可實現自動化精密焊接。
3.1 激光焊接機
光通訊器件激光封裝技術對焊接機能量分配及能量的穩定性要求非常高,要求三路光(或六路光)能量偏差值≤0.03J。為滿足這種要求,我們自主研制一款專用激光焊接機WF80。
3.2焊接工藝研究
a.焊點分布:可同時焊接3槍,圓周方向9個位置的焊點(穿透焊與平焊焊點分布相同)。另外,可自修改程序更改焊點分布情況。
b.可同時做平焊和穿透焊,要求平焊與穿透焊直徑、熔深參數一致。
c.具有補焊功能,即焊接時不良可直接補焊(設備有這個功能,但使用可選可不選)。
d.焊接完后,功率偏差在5%以內的直通率要求90%以上,老化測試后的直通率要求不變化。
e.焊點直徑大小0.4~0.7mm;焊點熔深大小0.3~0.6mm ;剪切力≥42Kg。
f.通過調整焊接機的能量、焊槍的入射角及精細變焦等工藝參數,觀察火花的明亮程度和聽激光打在器件上的聲音,來初步判斷焊接的效果。最終,通過測試器件焊斑大小、熔深的的大小來判斷器件是否滿足要求。
4. 應用分析
激光焊接技術在光通訊行業上的應用其實并不是特別新奇,在這個領域,韓國和臺灣已經有自動耦合設備投入市場,但是,由于他們設備價格偏高,國內許多用戶難以適應,再加上光通訊器件對焊接設備精度和激光焊接工藝要求越來越高,就要求設備更加精量化,更加穩定可靠易操作,所以,進口設備也面臨著諸多挑戰。所以,為滿足市場需求,基于大族激光精密焊接事業部在激光焊接及自動化控制技術領域的領先優勢,我們研制了一款高速自動耦合激光焊接系統。
從焊接工藝性的角度看,激光焊接技術在光通訊器件封裝上的應用相對比較成熟,但是,從自動耦合技術到焊接工藝還有很大的提升空間。耦合機構如何能做到更加簡單可靠,夾持器件的夾具如何能做到快速切換、精準定位,耦合算法如何更加簡潔,這些都需要不斷創新完善,來提高整個系統的穩定性、可靠性及機器調試可操作性。期望通過研發能力的不斷提升,將先進的技術融入研發設計中,從而來保證機器性能的領先性。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們