




目前,隨著激光技術的不斷發展,連續激光器功率的不斷提升,激光加工市場正在不斷成熟擴大,激光技術越來越多地出現在“尋常百姓家”,如今越來越多的企業開始使用高功率連續激光器進行生產。以往4kW、6kW便可以定義為高功率激光器,現在,激光器的功率已經可以達到了12kW、15kW甚至更高,實現大幅度的技術突破,為板材加工市場帶來又一次的技術突破。
使用高功率激光器切割鈑金,不僅擁有可以媲美傳統加工行業的切割厚度,在使用氧氣切割碳鋼時,亮面厚度得提升的同時,速度更快、錐度更小。切割不銹鋼中薄板時,使用高功率激光加工氣壓更小,速度也有大幅提高。與傳統加工相比,激光由于其高效率、清潔性、靈活性,得到越來越多的青睞。
高功率激光器切割性能
碳鋼作為生活中一種常見的材料,憑借自身強度高、耐磨性好、工藝性能優良等特性,廣泛應用于軌道交通、建筑、橋梁、工程機械、電氣制造、車輛等行業。在金屬加工中,激光切割碳鋼更是占據著十分重要的地位;通常在進行鐵板、低碳鋼等板材加工時,因其含碳量較低,燃點低于熔點,常用氧氣進行切割,在低功率激光器切割中,常用氧氣作為輔助氣體進行助燃,切割激光器功率本身不足以切割的厚度;在高功率激光器切割中,氧氣作為輔助氣體,通過使用不同功率配合不同厚度板材切割,以獲取光滑平整的切割斷面;在高功率激光切割中,亮面切割技術是一種能將碳鋼板材切割斷面切至光亮的工藝,提高了切割效率,減小了工件錐度;但目前來說,板材過薄或過厚都無法實現切割亮面。由下圖可見,使用高功率激光切割16mm-30mm厚度的板材效果良好。
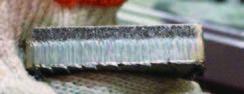
15kW碳鋼高速亮面切割


16-18mm 碳鋼 25mm 碳鋼 30mm 碳鋼
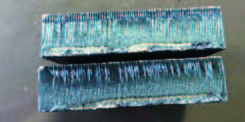
同樣使用15kW激光器進行鈑金切割,能夠有效改善工件錐度。下圖為:

傳統降功率大噴嘴切割工藝雙邊錐度 0.4mm~1mm 萬瓦滿功率小噴嘴切割雙邊錐度≤ 0.2mm
目前市面上,切割各類板材超厚厚度,一般依賴于等離子切割、線切割、水刀切割等傳統切割方法;而高功率激光器的問世,逐步實現了各類超厚板材的切割可能性,切割厚度從以往的25mm瓶頸,逐漸突破到40mm、60mm、80mm甚至更多;但就目前來說,在切割大于60mm厚度的材料上,穿孔和穩定切割,以及錐度大小的控制,是需要進一步攻克的問題。
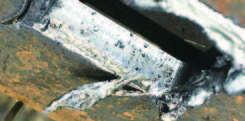
15kW激光厚板切割技術應用實例

50mm 碳鋼 50mm 不銹鋼

60mm 碳鋼 60mm 不銹鋼

80mm 碳鋼 80mm 不銹鋼
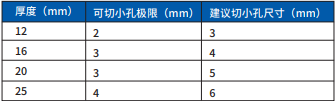
在使用較低激光功率進行氧氣碳鋼切割時,以往通常建議客戶不要切割小于板材厚度的圓孔,通常建議等于板材厚度甚至是板材厚度的1.5倍,難以滿足更高精度更多樣化的需求;在高功率激光切割中,隨著切割、穿孔效率的提升,輔以合適的噴嘴,可以進行厚板小孔的加工,為多樣化需求提供支持。并且,經過大量實踐操作后,我們可以得出在使用高功率激光切割的前提下,無論使用氮氣還是氧氣切割,無論是碳鋼還是不銹鋼,效率都得到了大幅提升。
15kW碳鋼小孔切割應用實例
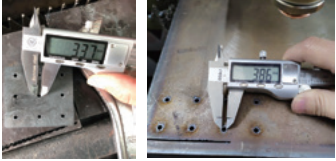
16mm 低碳鋼切割小孔 25mm 低碳鋼切割小孔

15kW vs. 12kW 氧氣切割碳鋼效率提升

15kW vs. 12kW 氮氣不銹鋼中薄板效率提升
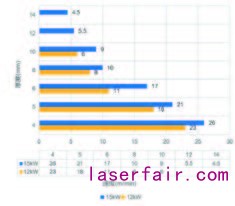
15kW vs. 12kW 氮氣切割碳鋼中薄板效率提升
高功率激光器切割不良分析及建議
通常,影響切割質量的重要工藝參量有切割速度、激光功率、輔助氣體、焦點位置、噴嘴特性及材料材質性能等。可見影響激光切割加工因素很多,如果控制不當或參量把握不準,其切割精度和切割質量將會受到很大的影響。
常見問題:
(1)氧氣碳鋼高功率小噴嘴高速亮面切割時,板材上層條紋及下層拖曳線均過于粗糙
可能原因:
【1】噴嘴選型錯誤:噴嘴選型過大;
【2】氣壓進給錯誤:切割氣壓過大引起過燒;
【3】切割速度不匹配:切割速度過慢引起過燒或過快導致切割不充分。
解決方案:
【1】更換噴嘴:更換小口徑合適噴嘴,舉例16mm碳鋼亮面切割使用1.4D噴嘴,20mm碳鋼亮面切割使用1.6D噴嘴等;
【2】減小切割氣壓:減少氣壓改善切割斷面質量,一般亮面切割氣壓需求在0.6~0.8Bar之間;
【3】匹配切割速度:將切割速度調整至當前功率合適的范圍。
(2)板材上層條紋略顯粗糙,有輕微或較深牙口,下層拖曳線較好

可能原因:
【1】噴嘴選型錯誤:噴嘴選型過大;
【2】離焦量不匹配:考慮繼續增加正向離焦;
【3】切割速度不匹配:切割速度較慢。
解決方案:
【1】更換噴嘴:若要達到斷面上下全亮,考慮更換小一號口徑噴嘴,例如1.6D更換為1.4D;
【2】增加正向離焦:噴嘴口徑不變的情況下,繼續增加正向離焦;
【3】匹配切割速度:將切割速度調整至當前功率合適的范圍。
(3)板材斷面上層條紋良好,但底部掛渣且影響斷面效果
可能原因:
【1】離焦量不匹配:正向離焦過大,導致能量不集中形成滯后拖尾;
【2】氣壓進給錯誤:氣壓過小導致切割拖尾形成拖曳線滯后產生掛渣;
【3】切割速度不匹配:切割速度過快導致滯后。
解決方案:
【1】減小正向離焦:適當減小正向離焦,其余參數不變,觀察底部掛渣情況;
【2】增加氣壓:適當增加進給氣壓,可嘗試最多增加至1Bar左右,觀察情況;
【3】匹配切割速度:將切割速度調整至當前功率合適的范圍。
進行氮氣不銹鋼切割時,部分常見問題:
(1)不銹鋼中薄板切割時遇到分層現象,切割斷面粗糙。
可能原因:
【1】離焦量不匹配:負向離焦量過大,導致產生等離子體,產生藍光并分層;
【2】噴嘴選型錯誤:噴嘴口徑過小;
【3】氣壓進給錯誤:氣壓進給過大。
解決方案:
【1】減小負向離焦:減小負向離焦,其余參數不變,觀察現象;
【2】更換大口徑噴嘴:更換大一號口徑的噴嘴;
【3】減小氣壓:適當減小氣壓進給。
(2)不銹鋼中厚板切割時遇到未充分切割情況,切割斷面未到達板材底部;

可能原因:
【1】噴嘴選型錯誤:噴嘴選擇過小;
【2】離焦量不匹配:考慮繼續增加負向離焦;
【3】氣壓不夠:氣體壓力不夠,導致未充分切割。

解決方案:
【1】更換噴嘴:更換更大口徑噴嘴,增加氣體流量;
【2】增加負向離焦:繼續增加負向離焦,使切割斷面到達底部;
【3】增加氣壓:繼續增加氣壓。
(3)不銹鋼厚板切割遇到分層現象,調整氣壓大小和正負離焦量效果均不明顯
可能原因:
【1】能量過于集中:在速度無法得到提升的情況下,激光器能量過于集中,與材料間反應過于劇烈;
【2】噴嘴選型錯誤:噴嘴選型口徑過小,導致流量過小。
解決方案:
【1】調整頻率占空比:保證峰值功率不變的情況下,適當降低頻率和占空比,舉例50mm不銹鋼切割時,速度無法增加的情況下,考慮將頻率調整至200HZ左右,占空比在55~65%之前,可得到較好切割效果;
【2】更換噴嘴:更換更大口徑噴嘴,提高氣體流量。
總結
相較于一般的中小功率激光器而言,高功率激光切割因其功率高,可以切割的厚度的板材和處理的工件更多,應用范圍更加廣泛,所以可以廣泛應用在鋼鐵、冶金、工業制造、船舶、航空航天、鐵路等大型工程建設中。隨著激光技術的不斷發展,光束質量的提高,相信未來激光切割能在更大的厚度上一展拳腳。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們