




文稿:大族光子/焊接產品線/應用部 鄧時累
1 項目背景
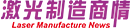
交流高壓氣體絕緣金屬封閉開關設備(以下簡稱“開關柜”),具有結構緊湊、操作靈活、聯鎖可靠等特點,廣泛應用于電力系統小型二次 變電所、開閉所、箱式變電站、住宅小區、工礦企業、大型商場,特別適用于機場、地鐵、鐵路等對用電要求較高的場合。激光焊接技術屬于高能束焊接新技術,與傳統焊接相比,激光焊接的優勢在于熱變形小、焊縫深寬比大、精度高、易于實現自動焊接,在開關柜箱體的制造加工中得到了廣泛應用。開關柜制造常用板材為3 mm及以下的不銹鋼,焊接的關鍵是保證其氣密性和強度,激光焊接此類產品時應注意避免漏焊、焊穿、未焊透、未熔合等焊接缺陷,激光焊開關柜如圖1.1所示,接頭形式為角接和T型接頭,如圖1.2所示。
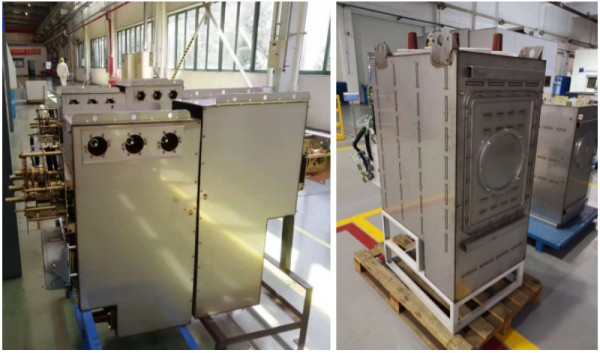
圖1.1 開關柜
圖1.2 開關柜接頭形式
大族光子激光器已在開關柜行業實現批量焊接應用,在焊接質量提升上積累了豐富經驗,本文針對開關柜光纖激光焊接工藝提升進行總結分析。
2 焊接設備簡介
針對開關柜焊接,大族光子提供6000W單模塊激光器,該激光器具有光電轉換效率高、調制頻率范圍寬、抗高反能力強、穩定可靠性高、加工效果好和免維護運行等突出優勢,廣泛應用于切割、焊接等工業加工領域,激光器如圖2.1所示,激光器參數見表2.1。
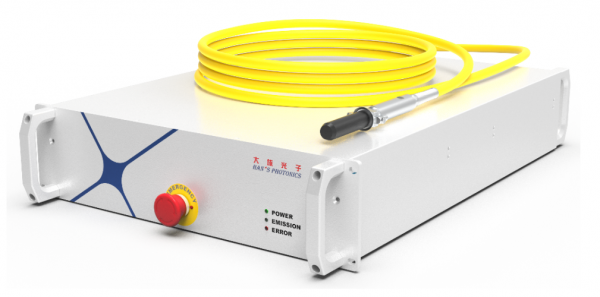
圖2.1 大族光子6000W激光器
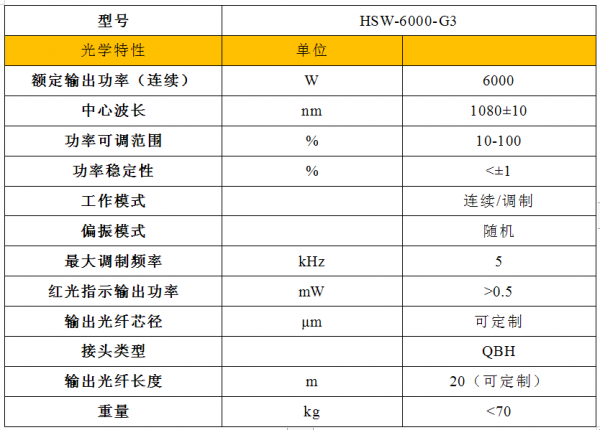
表2.1 大族光子6000W激光器技術參數
開關柜焊接整機系統可采取機器人焊接形式,針對大尺寸開關柜,可采取三維五軸機床焊接形式,實現一次裝夾多面焊接,設備如圖2.2所示。
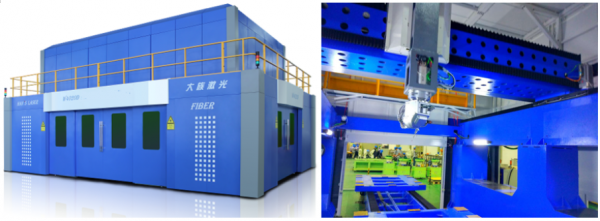
圖2.2三維五軸焊接機床
3 常見問題及分析
3.1開關柜焊接常見問題
開關柜焊接常見問題包括:
(1) 焊接飛濺過大,焊縫光潔度差,影響焊接質量,如圖3.1(a)所示。
(2) 工件表面焊后煙塵污染嚴重,焊縫周邊存在較多的黑色物質,如圖3.1(b)所示,煙塵附著于板面影響焊縫外觀且不易完全清除。
(3) 長縫連續焊接后段易出現熔不透現像, 如圖3.1(c)所示,影響焊縫強度及氣密性。
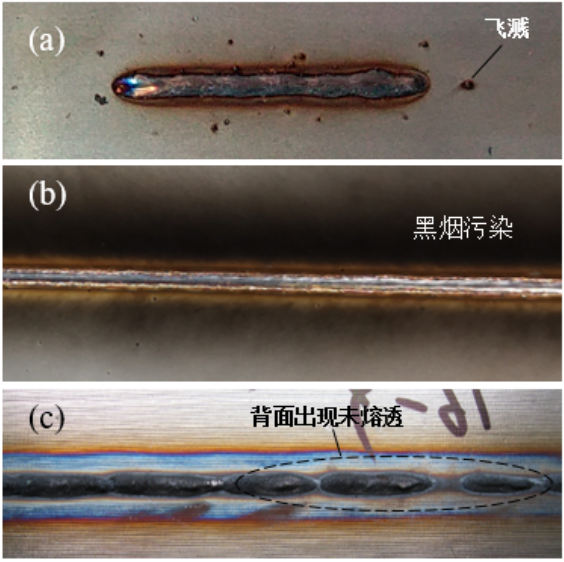
圖3.1開關柜焊接常見問題
3.2 問題分析
(1)飛濺的產生與焊接光斑大小、焊接速度匹配相關,為減少焊接飛濺產生,可適當增大光斑并降低焊接速度,以便提高激光小孔的穩定性,從而減小焊接飛濺;焊縫光潔度與焊接氣體保護密切相關,開關柜焊接為減少干涉及簡化編程方式,一般采取同軸吹氣保護方式,常規的同軸吹氣方式保護效果不佳,造成焊縫氧化過重,影響光潔度,同時帶來飛濺。
(2)光纖激光焊接不銹鋼吸收率高,在焊接過程中會產生大量的煙塵(金屬蒸氣),如圖3.2所示,大量的煙塵不僅對入射激光產生干擾形成飛濺,還極易附著于工件板面形成黑煙污染,要解決此問題,必須使煙塵得到良好的擴散,在兼顧焊接氣體保護的同時,如何有效實現煙塵擴散是獲得良好焊接質量的關鍵。
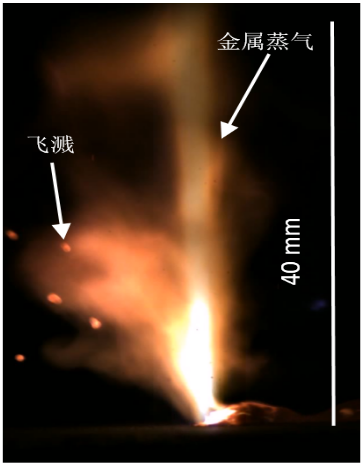
圖3.2 光纖激光焊接金屬蒸氣及飛濺
(3)大尺寸開關柜長焊縫后段熔不透的現象與焊接頭鏡片的熱變形有關,在進行長縫連續焊接時,焊接時間較長,焊接頭內部的鏡片會有一定的受熱變形,鏡片變形會導致焦點產生漂移使光斑變大,光斑變大后能量密度變低造成熔深變淺,焊接離焦量設置越大,焦點漂移的影響越敏感。
4 改進措施
對于上述開關柜焊接遇到的問題,問題(3)改進措施包括:一是選擇抗焦漂能力好的焊接頭,二是做好焊接頭的防污染,三是避免采用大離焦焊接;問題(1)和問題(2)通過工藝參數優化匹配可在一定程度上進行改善,但不能從根本上解決,必須結合氣流保護控制才能徹底解決,本文對此作重點闡述。
4.1 同軸保護裝置優化設計
氣體保護是影響焊接質量的一個重要因素,良好的氣體保護不僅可以減少焊接飛濺,還可提高焊縫光潔度。常規同軸吹氣保護方式如圖4.1所示,焊接頭最下端安裝有一個單層或雙層銅噴嘴,上方設置有橫吹模塊進行飛濺防護,噴嘴通過外接保護氣向焊接熔池施加保護,該方式不足之處在于保護氣易卷入空氣,無法起到很好的氣體保護效果。
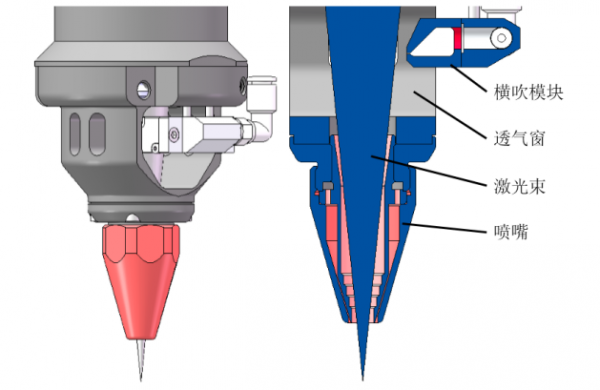
圖4.1 常規同軸吹氣保護噴嘴
針對開關柜焊接開發的同軸保護裝置如圖4.2所示,裝置結構主要包括連接環、氣腔環、上進氣口(兩側對稱設置)、下進氣口(兩側對稱設置)、環形氣罩、噴嘴等,其中,噴嘴距工件板面的高度可調,環形氣罩距工件板面的高度可調。
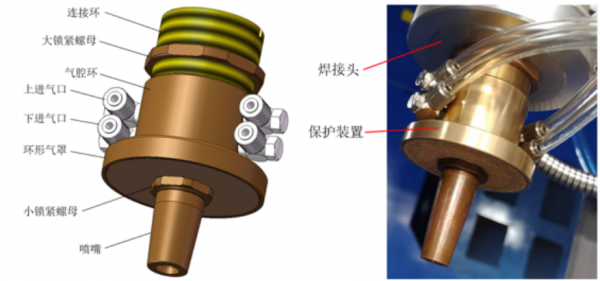
圖4.2同軸保護裝置
上進氣口和下進氣口均通入焊接保護氣,氣體通入后可形成多路氣流,分別為排空氣流、噴嘴氣流和氣罩氣流。裝置的應用原理如圖4.3所示,噴嘴氣流向下方噴射,對從小孔中噴射出來的蒸氣羽煙在中心區域進行壓制,通過抑制蒸氣羽煙在激光束入射路徑上的噴射高度,可減少其對激光束的干擾,提高焊縫成形的均勻性并保證焊縫熔深,同時,噴嘴氣流還可對熔池局部進行氣體保護,噴嘴氣流壓力需適中,壓力過小則無法抑制蒸氣羽煙的高度,入射激光束受蒸氣羽煙的干擾大,熔池及小孔穩定性差;壓力過大則會將蒸氣羽煙壓制于工件表面,造成工件表面黑色煙塵附著,影響工件清潔度,甚至造成焊縫凹陷;氣罩氣流從較高處噴出,具有較大的噴氣面積,可較好的排除熔池周圍的空氣,但需要注意的是,氣罩氣流壓力需適中,既要保證排空效果避免焊縫氧化過大,又要利于蒸氣羽煙向上擴散不附著于工件。
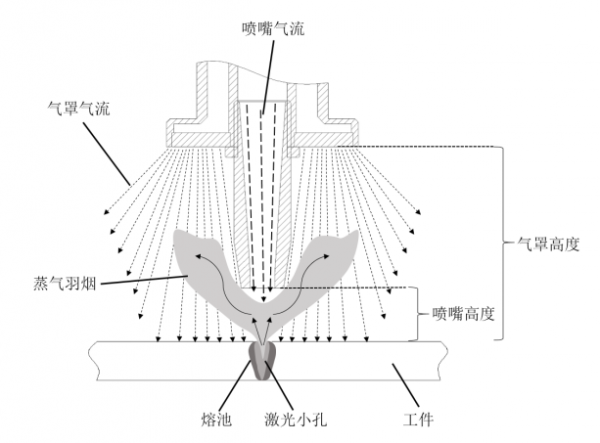
圖4.3同軸保護裝置應用原理示意圖
4.2 同軸保護裝置氣流分析
采用ansys軟件對裝置進行氣流分析,輸入較優參數進行計算,得到如圖4.4所示的氣流速度云圖,氣罩氣流圓周對稱,噴嘴氣流速度較高,氣罩氣流速度較低,通過內外高低流速的配合應用,可兼顧焊接蒸氣羽煙的抑制與擴散調節,避免工件板面黑色煙塵附著。
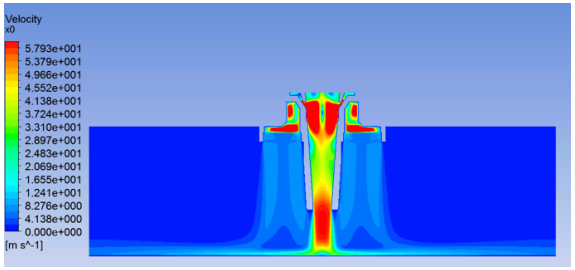
圖4.4氣流速度云圖
圖4.5所示為保護氣摩爾分數云圖,裝置內部和氣罩下方保護氣均處于高濃度,無外部空氣卷入,在實際應用過程中,良好的熔池氣體保護,可有效提高穩定性,減少飛濺和氧化,保證焊縫光潔度。
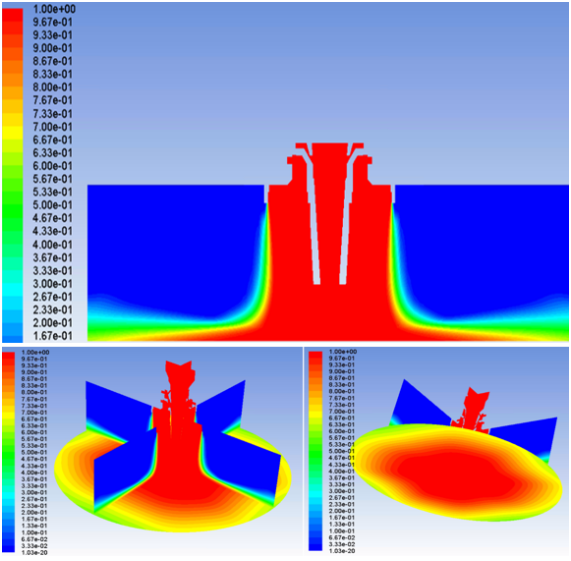
圖4.5保護氣摩爾分數云圖
5 焊接應用測試
采用上述焊接設備和同軸保護裝置進行開關柜焊接測試,焊接效果顯著提升,焊接飛濺小,焊縫表面光潔度好,工件板面無明顯煙塵污染,焊接效果對比如圖5.1~5.4所示。通過對中部噴嘴及環形氣罩的進一步匹配調節,包括高度匹配(噴嘴距工件板面的高度以及環形氣罩距工件板面的高度)和保護氣流量匹配(噴嘴流量以及環形氣罩流量),焊縫保護效果可達到金黃色,如圖5.5所示。
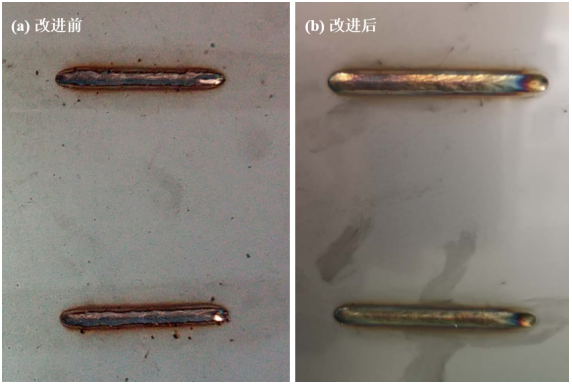
圖5.1焊接飛濺控制
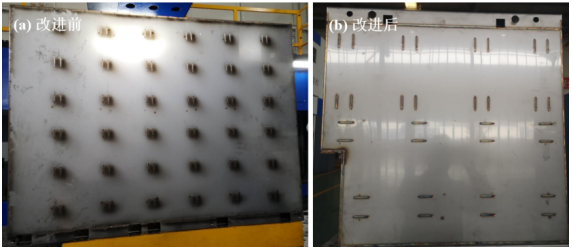
圖5.2工件表面煙塵附著控制
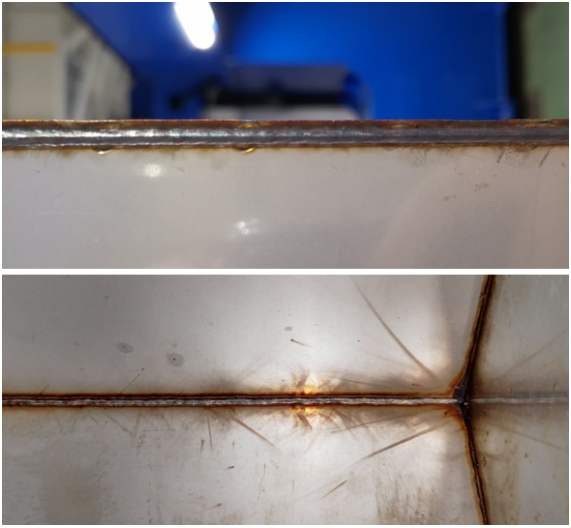
圖5.3長焊縫正反面成形

圖5.4整體焊接效果

圖5.5無氧化焊接效果
6 總結
(1) 大族光子6000W激光器可滿足開關柜的高質量焊接;
(2) 良好的氣體保護對焊接具有重要影響,可減少焊接飛濺和氧化,提高焊縫成形的均勻性和光潔度;
(3) 通過對蒸氣羽煙進行良好的抑制和擴散,可避免工件表面焊后煙塵附著污染;
(4) 本文所述同軸保護裝置,通過多路氣流共同作用,可滿足開關柜的高品質焊接需求。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們