




激光焊接是一種利用高能量密度的激光束作為熱源進行材料加工的技術。根據激光與材料相互作用的方式不同,激光焊接可以分為熱傳導焊接和小孔(或深熔)焊接兩種主要模式。
熱傳導焊接是指激光束的能量通過材料表面吸收并轉化為熱能,然后通過熱傳導方式向材料內部傳遞,使材料局部加熱至熔化溫度,從而實現焊接。適合于精密部件、電子元件等對熱輸入敏感的材料焊接。
小孔(深熔)焊接是指當激光功率密度達到一定值時,材料表面會瞬間蒸發形成蒸汽,在激光束作用下產生一個充滿蒸汽的小孔。這個小孔的存在使得激光束能夠深入材料內部,形成深而窄的焊縫。隨著材料的熔化和冷卻,最終形成了牢固的焊接接頭。廣泛應用于汽車制造、航空航天等領域,特別是在需要高強度、深穿透焊接的應用中。
一、激光焊接技術發展現狀
激光焊接技術是伴隨著激光技術的發展而發展起來的,近些年,藍光激光器、綠光激光器、飛秒激光器等新光源,擺動焊接、ARM(adjustable ringmode)環形可調光斑焊接等新工藝不斷被推出,創新性地解決了工業生產中的一些焊接難題,這使得激光焊接在工業生產的各個領域得到快速推廣和發展。
1、金屬激光焊接技術
激光的高能量密度使一些難焊金屬材料的焊接成為可能,但對于金、銀、銅、鋁等高反射材料、異種金屬材料的焊接依然存在一些問題。主要原因包括:①高反射率、高導熱率,激光焊接需要較高的起始功率;②高功率激光焊接過程中,對材料表面狀態的變化比較敏感,導致焊點/焊縫成型不好;③激光焊接速度較快,導致焊縫內部易出現氣孔等焊接缺陷,尤其是鋁及鋁合金。
1)銅及銅合金的高效激光焊接
銅具有優良的導電、導熱性能,被廣泛應用于電子產品、電動汽車等制造領域,其中電動機、電池、傳感器以及線束和終端等產品應用最為廣泛。
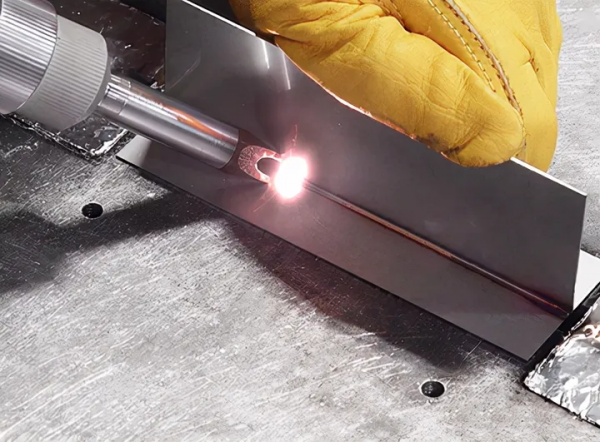
過去,金屬材料激光焊接主要依賴紅外激光進行。然而,銅導熱系數過高,幾乎是純鐵的5倍,純鋁的1.7倍,銅對紅外激光吸收率低,單純采用紅外激光進行直線焊接,具有不穩定的工藝窗口和最大的熔深波動,易出現焊接飛濺、熔融金屬噴濺、氣孔和熔透深度大幅波動等問題。

圖片來源:通快激光
因此,大功率短波長激光器出現后,可見光激光焊接及復合焊接成為銅及銅合金等高反射材料的理想加工方式。
①綠光激光焊接
綠光激光是波長為500~560nm的一種可見光,銅對波長λ= 515nm的綠光吸收率高達40%,是1μm左右紅外光吸收率的8倍左右,且能量耦合效率更高,對表面氧化程度的敏感性也降低。
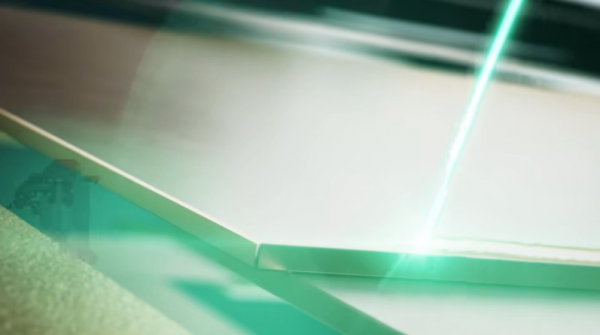
圖片來源:通快激光
采用綠光激光可以顯著降低銅深熔焊接的閾值功率,焊縫表面的熔噴量和飛濺數量少,且幾乎不受焊接速度影響。如果增加光束掃描、光束離焦以及正確的激光功率調制,還可顯著提高焊接質量,焊縫缺陷數量大大減少的同時,焊縫表面還會更加規則和均勻。
②藍光激光焊接
藍光激光波長為400nm~500nm,基于氮化鎵材料的半導體激光器可直接產生波長450nm的激光,無需進一步倍頻,有結構簡單、使用方便、電-光轉換效率、吸收率高等優點。
藍光激光器相較于工業加工常用的光纖激光器,金屬材料在450nm處的吸收率提升了10%-60%,尤其對銅、金等高反射金屬材料吸收率的提升更為明顯。據驗證,銅焊接所需的能耗比紅外激光器低84%,這意味著,當紅外激光器需要10 kW的激光功率來焊接銅材時,使用藍光激光器僅需要約1 kW或0.5 kW的功率。
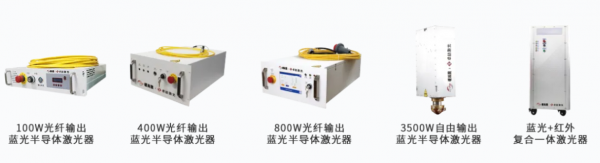
截止目前,廣東硬科院&卓劼激光已成功自研多款藍光半導體激光器,功率全面覆蓋100W至3500W,可為客戶提供包含關鍵加工配件、加工工藝的定制化整體解決方案。
③雙光束復合焊接
采用紅外-可見光雙光束復合焊接工藝,通過較小功率的可見光激光,可以使紅外激光在低于深熔焊接閾值功率時,實現銅的強制深熔焊接,并大幅減少焊接飛濺,設備成本低,焊接質量高,被認為具有非常突出的優勢和良好的應用前景。

上圖為廣東硬科院&卓劼激光自研藍光+紅外雙光束復合一體激光器充分發揮藍光高吸收率+紅光高能量密度優勢,目前已成功應用于新能源、電動汽車領域銅材加工等場景。
2)鋁合金激光擺動焊接
采用常規單焦點聚焦激光束焊接鋁合金時,氣孔是常見的缺陷。鋁合金形成氣孔的原因主要有:①焊接熔池和匙孔劇烈振動容易塌陷失穩,形成氣孔;②氫在鋁合金中的溶解度會隨著溫度的降低而急劇下降,從而導致凝固過程中過飽和氫析出,形成氫氣孔。氣孔的存在會引起焊縫中的應力集中,進而造成凝固過程中焊縫開裂。
①激光擺動焊接
焊接過程中,光束沿著焊縫方向移動過程中同時進行圓形、8字形、螺旋線等多種形態的擺動。
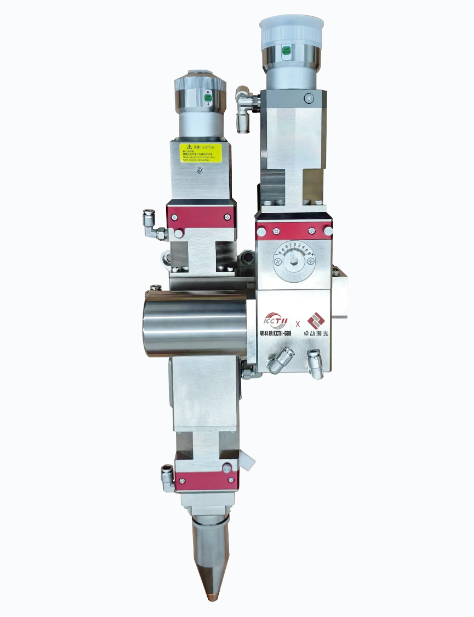
上圖為廣東硬科院&卓劼激光自研藍光+紅外雙光束復合焊接頭將藍光和紅外光束進行同軸復合輸出,可用于多種有色金屬、不銹鋼以及異種材料的加工,尤其適用于銅、鋁等高反材料的焊接,能大幅提高焊接質量和焊接效率,可廣泛應用于平臺自動化或機器人自動 化場景下的激光焊接、激光淬火、激光熔覆等高端加工領域。
目前,實現光束擺動主要通過能夠承受高功率激光的振鏡實現,激光擺動焊接的光束作用面積增大,使得匙孔與熔池面積及熔池根部尺寸增大,提高了匙孔和熔池的穩定性,對熔合不良和咬邊等缺陷有明顯的改善作用。同時,擺動光束對熔池的攪拌,加速了熔池的對流,使得熔池中氣泡的逸出速度提升,降低了氣孔率。
二、當前激光焊接技術在各領域中的應用
激光用于焊接并不比切割晚,目前我國已經有專業從事激光焊接的企業,早期以燈泵浦激光、YAG激光焊接為主,都是很傳統的小功率激光焊,在模具、廣告字、眼鏡、珠寶首飾等幾個領域有所應用,規模非常有限。近些年,隨著激光器功率的不斷提升,更重要的是半導體激光器、光纖激光器逐漸開發了激光焊接應用場景,破除了原來激光焊接的技術瓶頸,打開了新的市場空間。
隨著科學技術的發展以及人民消費水平、生活質量的改善,汽車生產領域對汽車車體的輕量化以及對汽車車身的藝術美學的要求越來越高,激光焊接技術因其加工效果優良、產品質量好、工作效率高等優點脫穎而出,迅速成為汽車生產領域焊接工藝技術應用中的寵兒。
在車輛生產中,激光焊接技術主要運用在厚鋼板的激光拼焊、汽車總成和分系統總成的激光組焊、車輛零件的激光焊接等工序中。歐美一些國家的汽車制造商對激光焊接技術的應用起步比較早,開始于20世紀80年代,奧迪、奔馳、通用等大家耳熟能詳的汽車生產品牌當時就開始將激光焊接技術引入到車輛生產制造中,促進了激光焊接技術在車輛生產制造領域中的深入運用與發展。
動力電池的激光焊接應該是近年最亮眼的焊接應用需求,對聯贏激光、逸飛激光、大族新能源等企業有較大的推動。其次應該是汽車車身、零部件的焊接,中國是全世界最大的汽車市場,老牌車企眾多,新車企不斷涌現,擁有近百個汽車品牌。比如我國的一汽、奇瑞、廣汽本田等都已采用自動化激光焊接產線;中車唐山機車、中車青島四方機車也采用了千瓦級焊接技術;在動力電池方面就更多了,寧德時代、中航鋰電、比亞迪、國軒等頭部企業均大量用上了激光焊接設備。
三、激光焊接技術發展趨勢
隨著焊接技術的進一步發展與突破,在激光焊接技術的研發過程中就更顯示出了它的獨到之處。激光焊接技術可以對金屬材料進行快速而高效的焊接,當激光束產生的瞬間,由于其自身具有的高聚焦特性,可導致在激光束內蘊含有極高的功率密度,這使得激光束能夠在極其短的時間內釋放出大量的熱能量,進而使焊接效率大為提高,確保焊接質量。
另外,由于激光焊接技術所擁有的瞬時焊接優勢,從而使得它有著十分廣泛的應用前景。在激光焊接技術的實際應用過程中,激光束在直接照射金屬材料表面時,并不會對金屬材料的照射面積之外產生影響,因此也沒有引起金屬材料表面在焊接過程中產生較大損傷,并且在焊接過程全部完成后也不需再進行相關的表面加工處理,這使激光焊接技術特別適合于對各類精密零件表面進行加工處理,使得較高難度的焊接作業也可以快速實現。
此外,在以往的焊接技術規范中,通常規定了對所有焊接材料的材質要求都必須一致,而采用了激光焊接技術,就不必再對焊接材料的材質有很大的限制,所以即便是材質不同的焊接材料,也可以使用激光焊接技術實現輕松焊接。可以說,激光焊接技術的形成與廣泛應用,既有效地克服了傳統焊接技術中所出現的問題,又減輕了傳統焊接作業的難度。
激光焊接技術經過半個多世紀的發展,其技術水平也走向了日益完善,并且已經逐步地在越來越多的工業領域中廣泛應用。
在航空航天、電子儀表、機械制造、鋼鐵冶金、汽車制造、醫療器械等行業應用領域當中,激光焊接技術發揮著日益巨大的功能,比如:在汽車零部件生產當中,便可以采用激光焊技術來對車輛的覆蓋部件進行加工生產,而美國、日本等先進國家還把激光焊技術運用到純氮氣環境中的航空配件生產當中。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們